Automatische Rohrbiegemaschinen IRONMAC. DW-CNC-Serie
Rohrbieger sind zum Biegen von Rohrprofilen aller Art (Rundrohr, Vierkantrohr, Formrohr oder Stange) bestimmt. Rohrmaterialien wie Weichstahl, Edelstahl, Kupfer, Bronze, Aluminium usw. können verwendet werden. Andere Materialien können nach Absprache mit dem Hersteller gebogen werden. CNC-Rohrbiegemaschinen werden verwendet, um Produkte mit komplexen Formen herzustellen, die ein Biegen im dreidimensionalen Raum erfordern, sowie mit erhöhten Anforderungen an die Wiederholbarkeit der Produkte (bis zu 98%) und um einen minimalen Prozentsatz der Rohrausdünnung (von 7 bis 12 Zoll) zu erreichen %, abhängig von den verarbeiteten Produkten und korrekten Einstellungen der Maschine), keine Wellen. Diese Serie ist auf die Serien- und Großserienfertigung ausgerichtet.
- Marke: Ironmac
- Art.Nr.: EL018249
- Preis:
Weitere Details
Примеры сечений обрабатываемых изделий:


ОБЛАСТЬ ПРИМЕНЕНИЯ:
Трубогибы применяются в следующих областях промышленности:
- Автомобильная промышленность
- Авиационная промышленность
- Производство мебели (столы, стулья, фурнитура и т. д.)
- Спортивный инвентарь
- Производство полотенцесушителей и многие другие направления.
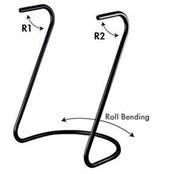
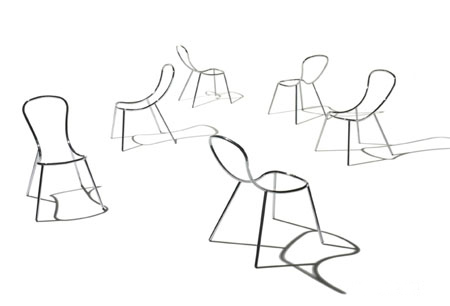
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:


СХЕМА ОБРАБОТКИ:
Данная схема описывает схему работы трубогиба с ЧПУ в минимально возможной комплектации:
| Автоматическая гибка | Автоматический поворот трубы | Автоматическая подача трубы |
 |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
Серия DW-CNC выполнена с учетом широкой области применения таких машин и имеет множество различных модификаций. Разработчики применяют новейшие технологии гибки, учитывая все нюансы и замечания пользователей, постоянно модернизируя свои машины, шагая в ногу с ведущими Европейскими производителями.
УПРАВЛЕНИЕ СТАНКОМ ЧЕРЕЗ TOUCHSCREEN ДИСПЛЕЙ PLC КОНТРОЛЛЕР WEINVIEW
| |
| АВТОМАТИЧЕСКИЙ ПОВОРОТ Сервопривод на узле поворота трубы обеспечивает точность ± 0,1°. | |
АВТОМАТИЧЕСКАЯ ПОДАЧА ТРУБЫ Сервопривод на узле подачи трубы обеспечивает точность ± 0,1 мм. | |
АВТОМАТИЧЕСКИЙ ГИБОЧНЫЙ БЛОК Контролируется от системы ЧПУ, в базовой комплектации работает от гидравлического привода, опционально может быть заменен на сервомотор. | |
ПЕДАЛЬ ДЛЯ БЕЗОПАСНОГО СТАРТА Позволяет быстро запустить программу, не подходя к стойке чпу, а также перейти от шага к шагу при ручном режиме работы станка. | |
   | СЕРВОПРИВОД, ЯПОНИЯ MITSUBISHI ИЛИ YASKAWA ЯПОНИЯ. |
  | ЕНКОДЕР, JAPAN NEMICON. |
  | ТЕПЛОВОЕ РЕЛЕ, ГЕРМАНИЯ SCHNEIDER. |
  | ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН, ЯПОНИЯ YUKEN. |
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
Базовая модель серии CNC имеет модификацию 2А1S, что означает:
- А - количество осей на сервоприводе;
- S - количество уровней роликов.
СЕРВОМОТОР MITSUBISHI НА УЗЕЛ ПОДАЧИ И ПОВОРОТА ТРУБЫ Замена любого привода, работающего от гидравлики, на сервомотр вы получите следующие преимущества: + Повышенная точность ±0,05 мм (º). + Увеличенная скорость – до 3 раз Выше гидравлического привода. + Более надежный и современный привод нового поколения. + Отсутствие масла. | |
КОМПЛЕКТ ОСНАСТКИ ДЛЯ ГИБКИ ТРУБЫ С CLR = 2,5D ТРУБЫ Набор роликов, прижимных матриц и дорн под один типоразмер трубы. |
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:
 | СТАНДАРТНЫЙ ГИБОЧНЫЙ РОЛИК, ПОЛЗУН И ПРИЖИМ Набор роликов, прижимных матриц и дорн под один типоразмер трубы. |
РАЗГЛАЖИВАТЕЛЬ Применяется при гибке больших диаметров труб с малым радиусом, например, Dтр = 50,8 при радиусе гиба, равному 2D трубы или ниже. | |
ДОРН Предназначен для получения гиба без утонения стенки и эффекта овальности, также, в некоторых случаях исключает разрыв трубы. Стандартный тип выполнен в виде металлического стержня. Если же радиус гиба будет меньше 2-х диаметров трубы, то рекомендуется использовать «шариковый дорн»(или гибкий дорн). | |
ФУНКЦИЯ «БУСТЕР» Принцип действия бустера простой: во время гибки намоткой, на трубу создается колоссальное (5 – 25 тонн) осевое давление (в сторону гиба), в результате чего происходит дополнительный наплыв металла в месте гиба, и как результат – уменьшается утонение стенки (и, соответственно, увеличивается утолщение внутренней). С мощным бустером возможно уменьшить утонение стенки до 8 – 12% даже при гибке с радиусом Rср = 1 Дт. | |
ФУНКЦИЯ ПРОТАЛКИВАНИЯ Гибка методом проталкивания применяется для получения дуги с большим либо переменным радиусом, спиралей, геликоидных гибов). Такая функциональность позволяет производить достаточно сложные изделия, с большим количеством больших и малых радиусов. Изделия с применением функции проталкивания:
| |
МНОГОУРОВНЕВЫЙ ГИБОЧНЫЙ РОЛИК Применяется для гибки под различный радиус за один установ трубы, без переналадки станка. Полная автоматизация многоосевой гибки. Количество роликов на станке обозначается буквой S в наименовании. | |
СЕРВОМОТОР MITSUBISHI НА ЛЮБОЙ УЗЕЛ СТАНКА Замена любого привода, работающего от гидравлики, на сервомотр вы получите следующие преимущества: + Повышенная точность ± 0,05 мм (º). Описание осей трубогибов с ЧПУ: Основные: Вспомогательные: | |
ПРОБИВКА ОТВЕРСТИЙ Узел пробивки отверстий имеет возможность пробивки отверстий до 8 мм в трубах и профилях со стенкой до 1,5 мм. | |
АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИ ДОРНА Сокращает вспомогательное время на обслуживание станка, препятствует «закусыванию» трубы в процессе обоработки. | |
CNC система IPC Промышленный компьютер Тайвань Advantech.
|